家电钣金冲压机械手原理
投标方配合监造的要求,投标方提供设备的设计、制造和检验标准的目录。投标方有配合监造的义务,在监造中及时提供相应的资料和标准,并在投料时提供整套设备的生产计划及每一个月度实际生产进度和月度检验计划。性能验收试验。性能验收试验的目的为了检验合同设备的所有性能是否符合技术规范书的要求。性能验收试验的地点由合同确定,一般为招标方现场。性能试验的时间:机组试验一般在168小时试运行之后半年内进行,具体试验时间由招标方与供方协商确定;单台设备的试验卖买双方协商确定。在负荷发生变化时,不会出现减温水雾化恶化及水击现象的发生。家电钣金冲压机械手原理

投标方检验的结果满足技术规范书的要求,如有不符之处或达不到标准要求,投标方将采取措施处理直至满足要求,同时向招标方提交不一致性报告。工厂检验的所有费用包括在合同总价之中。设备监造,监造方式,文件见证、现场见证和停工待检,即R点、W点、H点。每次监造内容完成后,投标方和监造方均须在见证表上履行签字手续。投标方复印3份,交监造**1份。监造内容序号主要检查项目WRH1原材料检查●2热处理检查●3生产内各环节的检验●4焊缝及筒体外观检查●5主要尺寸检查●6无损检查●●7水压试验●8配套阀门强度试验●●9配套阀门泄漏试验●●10配套阀门的性能试验●11外购配套件的检查●12阀门与执行机构组合功能试验●●13设备整体性能试验(招标方现场)●14油漆检查●15包装发货检查●注:H——停工待检,W——现场见证,R——文件见证湖南电厂减温减压器12、如因用户没有按照以上要求进行设备的安装和运行前准备工作而造成设备损坏的。后续维修费用由用户承担。

减温减压装置、减温器选用材料是全新高质量的、适合于工作条件,材料能承受工作条件下的温度压力而不造成变形、变质及任何部分的应力超限,且对各部件强度和其工作的适应性无任何影响。减温减压装置、减温器的材质及规格符合国际标准或国家标准中的有关技术条件,并附有钢厂材质证明书(或复印件)。减温减压器、减温器部件的主要材质如下:(按设计温度合理选择,不低于以下标准)1.减温减压器名称型号部件主要材质备注减压阀阀盖、阀体ZG20CrMoV阀瓣不锈钢堆焊CoCrW阀座不锈钢堆焊CoCrW喷咀阀体12Cr1MoV阀瓣及内件不锈钢截止阀阀盖20阀体20阀瓣不锈钢堆焊CoCrW阀杆25Cr2MoV止回阀阀盖、阀体20内件不锈钢堆焊CoCrW安全阀阀盖WCB阀杆、活塞不锈钢冲量安全阀阀盖、阀体20锻件
二次压力检测有减温减压装置二次蒸汽出口管道上测压点取出的压力信号P2,经压力变送器转换成压力信号成正比的4—20mADC信号送至智能调节仪.智能调节仪接受从压力变送器来的信号,自动显示被测压力值.二次压力检测系统2.1.3、二次压力调节智能调节仪接受从压力变送器来的二次压力P2相对应的4—20mADC信号,由主屏显示所得的压力P2,并对测量信号与给定信号之偏差进行P(比例),I(积分)运算,结果以4—20mADC信号输出.从调节器出来的4—20mADC信号在伺服放大器中与电动执行器发出的反馈信号进行比较,由于这二个信号的极性相反,若他们不相等就有误差磁热出现,从而使伺服放大器有足够的输出功率,伺服放大器的输出通过操作器驱动电动执行器的伺服电机,使执行器的输出轴通过杠杆带动减压阀朝减小这误差磁热的方向运转,直到位置反馈信号与输入信号相等为止,这时蒸汽出口管道上压力就稳定在工艺需要的给定值(人工输入)上,达到压力自动调节的目的,二次压力调节系统将压力超过部分的蒸汽排入大气,从而使二次压力保持在允许的范围内。
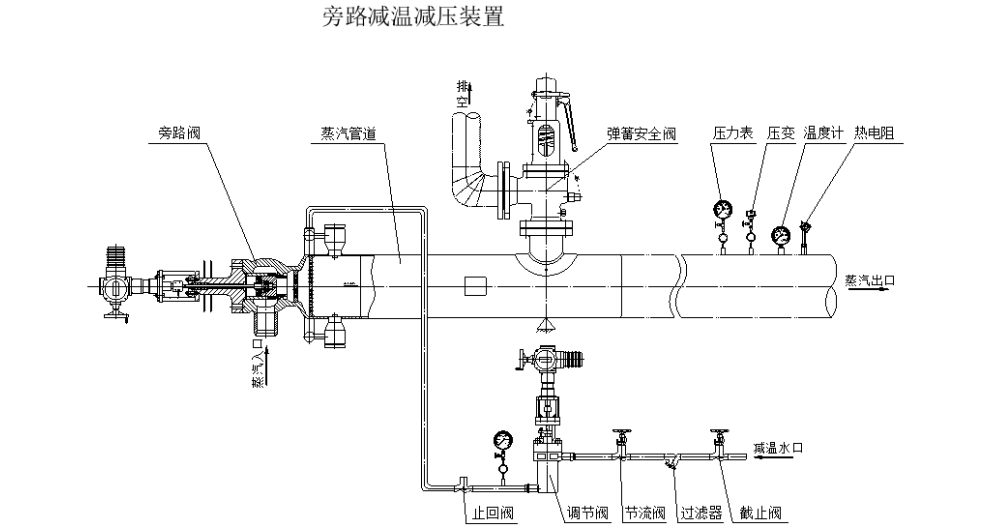
电机接线图(以下为3810系列接线图,电装品牌不同时,按相应的品牌)PID的控制原理:在本装置中,应用比较为广的PID调节器,控制规律为比例、积分、微分控制,简称PID控制,又称PID调节。PID调节以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。实际中也有PI和PD控制。PID控制器就是根据系统的误差,利用比例、积分、微分计算出控制量进行控制的。1.比例(P)控制比例控制是一种比较简单的控制方式。其控制器的输出与输入误差信号成比例关系。当有比例控制时系统输出存在稳态误差(Steady-stateerror)。减温喷水阀阀芯、阀座均应做硬化处理,执行机构采用气动执行器,测温元件安装在减压阀后约10-12米处。光伏新能源冲压拉伸机械手厂家
用于调节阀的联锁电磁阀(二位三通)直接连接在执行机构气路管线上,不允许采用气控阀间接连接方式.家电钣金冲压机械手原理
减温减压装置减温系统采用高压差恒速可调节喷咀,使蒸汽在小流量和微小流量工况下,喷咀均能保证恒定的喷射速度,雾化效果良好。可调节喷咀制作要求严格,泄漏等级符合ANSI16.106标准,泄漏量为额定容量的0.01%,可调节喷咀的密封面堆焊COCRW合金;阀杆与节流部件整体加工,同心度好,强度大,不易脱落,无卡涩,耐冲刷,抗汽蚀,在结构上减温水的压差调节(调节阀)和喷咀调节采用一体化结构,减温调节无滞后,减温水的喷射保持比较好恒定速度,在负荷发生变化时,不会出现减温水雾化恶化及水击现象的发生。家电钣金冲压机械手原理
上一篇: 河南减温装置采购
下一篇: 不锈钢三合一送料机作用