杭州双头数控电火花价格
镜面火花机的粗加工和精加工怎么区分的?我和大家一起谈谈镜面火花机的粗加工和精加工的区别。文字说明太单调了,群基火花机小编决定用案例来讲解。这样更容易让用户朋友理解:1,火花间隙的差异大小。粗加工的火花间隙大,精加工的火花间隙小。举例说明:直径5毫米的圆形粗加工电极铜公为4.7毫米,精加工铜公电极为4.9毫米。粗公单边火花间隙0.15毫米,单级电流5A,粗细度约130。第2级电流3A,粗细度在75左右。镜面火花机精工火花间隙单边0.05毫米,第段电流3A,粗细度75。第2段电流2A,粗细度在35左右,其他参数根据自己的经验变化。2,火花纹路的差异:粗加工电流大,速度快,火花纹路比较粗。精加工表面纹理均匀高速电火花的形成需要足够的电压和电流,通常需要使用高压电源和电容器。杭州双头数控电火花价格
电火花成形机床操作规程1.开机操作前,要穿好工作服,准备操作。2.电火花加工机床必须在专人指导下操作,不允许未经许可自行操作。3.在放电加工前,应仔细安装好工件,对准工具电极和工件的相对位置。~4.电火花成型机床工作液为易燃煤油,必须配备干粉灭火器,以防运行中发生火灾,操作人员在操作前必须掌握干粉灭火器的使用方法。5.工作油箱中的工作液位必须高于待加工工件50mm以上,以防止工作液着火燃烧。6.在放电加工过程中,严禁用手或身体各部位触摸卡头和电极线。7.在操作过程中如发生意外,首先,按下操作面板上的红色紧急停止按钮,再拔下插头,检查事故原因,待排除故障后再开机,启动时间间隔不得小于50秒。8.操作过程中,进行移动操作时要特别小心,必须确认移动行程中有阻挡物,以防撞坏电极和工件,或造成动轴伺服过载,甚至损坏机床9.在火花成形机床的加工过程中,操作者不能随意离开机床,仔细观察放电状态,以防意外事故的发生。10.电火花机床操作完毕,将工作液回放到储罐中,拔下插头切断电源,清扫机床,收捡工具,打扫场地卫生。宿迁成型机电火花批发电火花,就选宁波宇驰机电科技有限公司,有需求可以来电咨询!

电火花加工是在液体介质中进行的,机床的自动进给调节装置使工件和工具电极之间保持适当的放电间隙,当工具电极和工件之间施加很强的脉冲电压(达到间隙中介质的击穿电压)时,会击穿介质绝缘强度低处。由于放电区域很小,放电时间较短,所以,能量高度集中,使放电区的温度瞬间高达 200%">℃,工件表面和工具电极表面的金属局部熔化、甚至汽化蒸发。局部熔化和汽化的金属在爆发力的作用下投入工作液中,并被冷却成为金属小颗粒,然后被工作液迅速冲离工作区,从而使工件表面形成一个微小的凹坑。一次放电后,介质的绝缘强度恢复等待下一次放电。如此反复使工件表面不断被蚀除,并在工件上复制出工具电极的形状,从而达到成型加工的目的。
现在模具加工行业使用多种机床进行作业生产,比方说镜面火花机,但我们经常需要检查镜面火花机的加工。下面群基火花机将解释这些镜面j中如何正确检查镜面火花机加工?1.镜面火花机运行过程中是否调整了与手册相反的操作手法,个人是否增加了手动操作;2.使用前检查镜面火花机是否处于正常状态,加工台,钳子是否正常。3.控制面板上方的每个键是否正常工作。4.系统的紧急停止按钮没有处于紧急停止状态,导致镜面火花机操作障碍。5.使用前,请确认镜面火花机与系统相连。6.确认镜面火花机电缆未损坏,电源线或电缆线连接正确。数控电火花加工是在数控机床上进行的,它可通过计算机控制电极的移动轨迹和放电参数,实现对工件的加工。

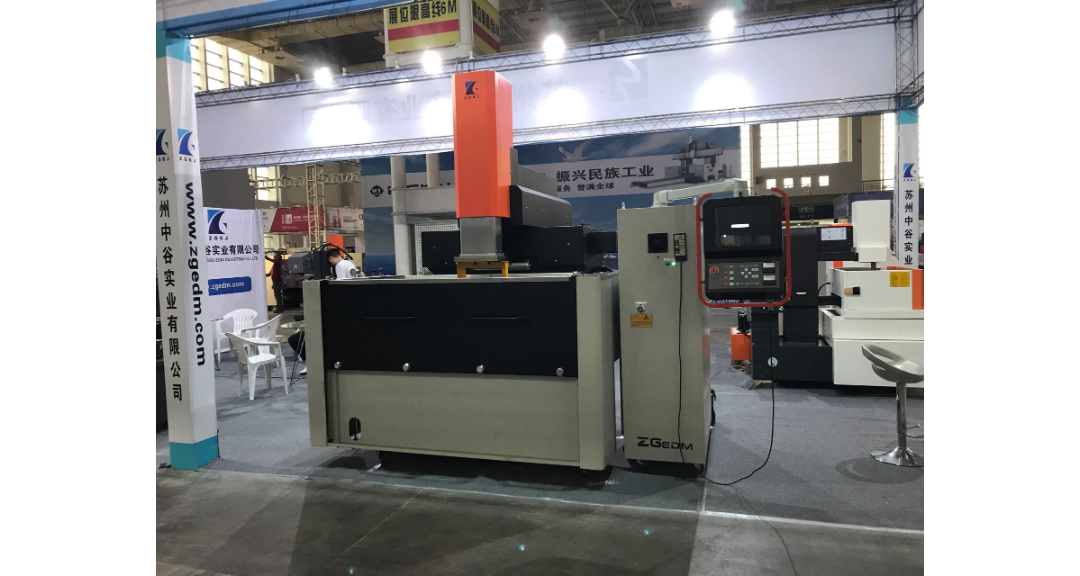
火花机放电加工的主要作用镜面火花机加工主要用于加工具有复杂形状的孔和型腔的模具和零件。加工各种硬脆材料,如硬质合金及硬化钢。加工深孔、异形孔、深槽、窄槽、薄片等。加工各种成型工具、模板、螺纹环规等刀具。当火花机在保持刀具电极和工件之间一定放电间隔的同时,腐蚀工件金属,同时继续将刀具电极转移到工件上,加工与刀具电极形状相对应的形状。因此,改变刀具电极的形状和刀具电极和工件之间的相对运动方式,可以加工各种复杂的形状。工具电极一般采用导电性能好、熔点高、容易加工的内战式材料,如铜、石墨、铜合金、钼等。在加工过程中,刀具电极也会损失,但比工件金属的腐蚀量少,接近无损状态。宁波宇驰机电科技有限公司为您提供 电火花,欢迎您的来电!宿迁单头数控电火花公司
高速电火花的放电过程中会产生噪音和振动,需要采取措施进行降噪和减振。杭州双头数控电火花价格
工作液作为放电介质,在加工过程中还起着冷却、排屑等作用。常用的工作液是粘度较低、闪点较高、性能稳定的介质,如煤油、去离子水和乳化液等。电火花机是一种自激放电,其特点如下:火花放电的两个电极间在放电前具较高的电压,当两电极接近时,其间介质被击穿后,随即发生火花放电。伴随击穿过程,两电极间的电阻急剧变小,两极之间的电压也随之急剧变低。火花通道必须在维持暂短的时间(通常为10-7-10-3s)后及时熄灭,才可保持火花放电的"冷极"特性(即通道能量转换的热能来不及传至电极纵深),使通道能量作用于极小范围。通道能量的作用,可使电极局部被腐蚀。利用火花放电时产生的腐蚀现象对材料进行尺寸加工的方法,叫电火花加工。电火花加工是在较低的电压范围内,在液体介质中的火花放电。电火花的加工按照工具电极的形式及其与工件之间相对运动的特征,可将电火花加工方式分为五类:利用成型工具电极,相对工件作简单进给运动的电火花成形加工;利用轴向移动的金属丝作工具电极,工件按所需形状和尺寸作轨迹运动,以切割导电材料的电火花线切割加工;利用金属丝或成形导电磨轮作工具电极,进行小孔磨削或成形磨削的电火花磨削。 杭州双头数控电火花价格
上一篇: 杭州全闭环电火花价格
下一篇: 杭州高速电火花哪家好