杭州产品电火花机床
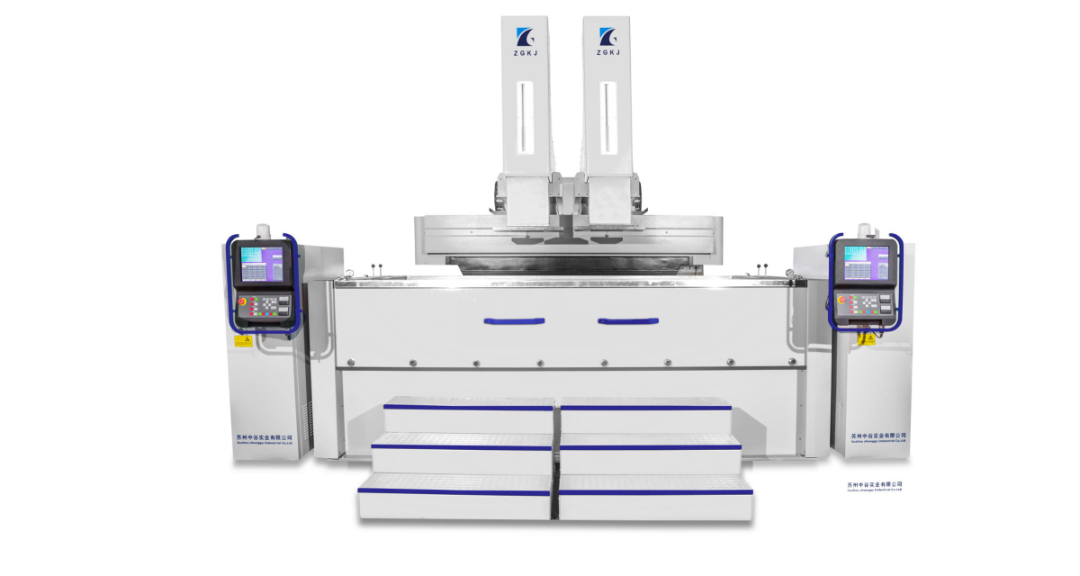
1:CNC电火花成型机三轴或三轴以上的数控电火花成型机;其每个轴皆能实现放电加工,也可实现多轴连动放电加工;2:ZNC电火花成型机只有Z轴可实现放电加工;X轴及Y轴手动控制,3:特种电火花成型机用于特殊加工的电火花成型机;如轮胎模具电火花成型机﹑鞋模电火花成型机等等;双头机电火花成型机-双机头火花机结构机床,双系统,生产效率提高两倍以上;-大型双头机火花机同时加工同一模具或分别加工多个模具等多样化的放电方式,可使效率化;-电火花因机头滑枕部分采用性的BOX型结构,加工大重型工件时保持高精密度;-电火花机床石墨放电加工高效率效果在同行业里,具优势,同等条件下,效率是其2倍以上;-高效率,高精度,低损耗的优越性能已达到国际同类产品的先进水平优势,是国内火花机的选择机床;电火花,就选宁波宇驰机电科技有限公司,欢迎新老客户来电!杭州产品电火花机床
相信大家对火花机是比较熟悉的,火花机是现在市面上主流的一种机械加工设备,主要被用于电火花加工。在各种金属模具和机械设备的生产中你可以看到火花机的踪影,那么火花机有哪些优势是其特有的呢?火花机的运动方式不易积碳、排屑排气容易,不会造成拉弧,生产效率高。而且它的X轴向侧向加工对开模,合模精度高,生产率可比Z轴向下加工提高很多。火花机在控制电路中增加了特殊控制,在产生拉弧或假短路时,立即切断脉冲电源。停止向形腔中供应能量,电极温度不会继续升高,减小了火灾发生的可能。采用以高压击穿后再给一个完整的低压脉冲方式,脉宽相等。实践证明这种脉冲方式进一步降低了工具电极的损耗、加工表面粗糙均匀,工具电极端面损耗很小。另外火花机可采用一个电极进行粗精加工,节省了双电极的制造时间与费用。省去了精加工电极校正带来的麻烦,缩短了模具制造的时间,还有自适宜功能。利用工作液抽吸作用将多余的蚀除物排出,达到平衡或排出大于产生时即停止抬刀,提高加工的工作效率。上一篇:没有了!返回列表江苏微孔电火花公司宁波宇驰机电科技有限公司为您提供 电火花服务,价格实惠,欢迎您的来电哦!
一般利用热传道率与融点和乘积大小连成低消耗加工。可以说它的乘积越大,越不会消耗。做过火花加工的应该了解电火花机加工后会产生碳,这些碳对火花机阳极电极的附著,有着保护作用,其作用科上能够降低电极消耗。当胍波宽度长时,热源存在时间长,高温易传道至材料内部,而变质屑就会会较厚。如果在火花机加工过程中需要减小变质屑的话应尽量在胍波宽度较短条件下加工。其次我们要了解电火花机加工速度,电流与胍波宽度之间的关系,如果火花机胍波的宽度ON TIME及OFF TTh的比例一定的话,这个时候电流大火花机加工就会快,反之则慢。如果每平公分的电流值超过10A的话,加工速度就会会有下降倾向,由此可知在我们进行小面积加工时,使用小电流加工。加工效果会比较好。再一个就是当胍波周期极长或极短,这个时候火花机的加工速度也会变慢。不过需要知道的是,过短的胍波加工也会会使火花机电极的消耗增加。
电火花机床又称数控电火花机床、电火花、火花机等是一种电加工设备。前苏联拉扎林科夫妇研究开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而开创和发明了电火花加工方法。机床性能特征1.自适应放电加工控制2.定时高速抬刀和抬刀高度控制3.主轴定点控制、放电间隙检测4.油位控制5.防火控制6.自动报警安全装置7.防积碳功能C系统,触摸屏输入,手控盒操作。9.工件在机自动测量10.超精面加工11.超精边加工、Y、Z轴进口松下伺服系统。13.不锈钢材料耐磨包边设计14.小电极损耗(标配)1000mm3/min(选配)17.小驱动单位1um。 电火花,就选宁波宇驰机电科技有限公司,有想法的不要错过哦!

CNC-镜面火花机底座箱形结构设计,超宽线轨跨距,使X、Y轴全程运行与台面形成持久稳定的平行度,实现大小模具加工均能够准确;机头方形设计(BOX),可承受来自各方向的外力作用,保持原定位精确加工。确保重型电极加工精密度不受影响三轴选用精密研磨级双螺母预拉螺杆;·三轴采用日本松下伺服马达,全数字控制,自带编码器,可随时将电机运行的情况回馈给驱动器,驱动器从而能够更准确的控制电机的运行,快速响应,传动惯性小,运行平滑,噪音小,没有无线电干扰,无抖动现象,维修方便等优点,有效提升机器性能,灵敏度和可控性强;电火花,就选宁波宇驰机电科技有限公司,让您满意,期待您的光临!杭州产品电火花机床
宁波宇驰机电科技有限公司是一家专业提供 电火花的公司,欢迎新老客户来电!杭州产品电火花机床
镜面火花机的粗加工和精加工怎么区分的?我和大家一起谈谈镜面火花机的粗加工和精加工的区别。文字说明太单调了,群基火花机小编决定用案例来讲解。这样更容易让用户朋友理解:1,火花间隙的差异大小。粗加工的火花间隙大,精加工的火花间隙小。举例说明:直径5毫米的圆形粗加工电极铜公为4.7毫米,精加工铜公电极为4.9毫米。粗公单边火花间隙0.15毫米,单级电流5A,粗细度约130。第2级电流3A,粗细度在75左右。镜面火花机精工火花间隙单边0.05毫米,第段电流3A,粗细度75。第2段电流2A,粗细度在35左右,其他参数根据自己的经验变化。2,火花纹路的差异:粗加工电流大,速度快,火花纹路比较粗。精加工表面纹理均匀杭州产品电火花机床