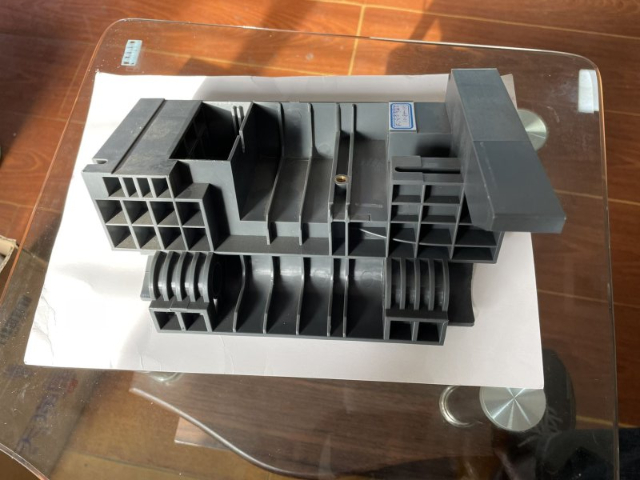
本地小型塑料加工件
塑料模具表面处理是模具制造过程中的重要环节,它可以提高模具的耐磨性、耐腐蚀性、抗粘着性和美观度等。以下是一些常见的塑料模具表面处理方法:电镀:电镀是一种在模具表面形成金属涂层的方法,如镀铬、镀镍、镀锌等。电镀层可以防止模具锈蚀,提高模具表面的硬度和耐磨性,从而延长模具的使用寿命。抛光:抛光是一种将模具表面进行磨光处理的方法,可以提高模具表面的光滑度和亮度,减少摩擦力和磨损。抛光方法包括机械抛光和化学抛光两种,可以根据不同的材料和模具材质选择合适的抛光方法。喷涂:喷涂是一种常见的表面处理工艺,可以为塑料制品提供各种颜色和效果。喷涂可以使用不同的涂料,如丙烯酸、聚氨酯、环氧树脂等。喷涂可以在塑料制品的表面形成均匀的涂层,起到防腐、耐磨、电绝缘等作用。喷砂:喷砂是将石英砂通过一定气压的工具射向模具表面,从而在塑料模具表面形成一层磨砂面。这种处理可以使塑料模具注塑出的产品表面具有磨砂效果。注塑速度过快或过慢,均可能导致产品质量问题。本地小型塑料加工件

因此,必须根据产品的形状、大小和模具设计,精确控制浇注道内的塑料流速。模具保养与维护:模具是注塑加工的关键部件,其状态直接影响产品的质量。因此,需要定期对模具进行清洗、检查和维修,确保其表面光滑、无损伤、无杂质。同时,也要注意模具的润滑和冷却,防止因摩擦或过热导致模具损坏。安全与环保:在操作注塑机时,要严格遵守安全操作规程,佩戴必要的防护设备,防止发生意外事故。此外,还要注重环保,合理处理废料和废水,确保生产过程对环境的影响较小化。工艺参数调整与优化:根据产品的实际情况和生产需求,不断调整和优化注塑工艺参数,如注射压力、保压时间、背压等,以达到较好的生产效果。上海橡塑塑胶零件塑料模型加工厂家塑料来样/开模加工,需注重细节,确保产品质量的稳定与可靠。
塑料模具注塑加工是一个复杂且需要精确控制的过程,以下是一些主要的注意事项:原料与温度控制:不同的塑料原料在注塑加工时所需的温度不同。温度过高或过低都会对原料的加工产生不良影响,可能导致产品质量不达标。因此,必须严格控制注塑机的加热和熔化温度,确保塑料原料在较好的工艺条件下进行加工。冷却时间与方式:冷却时间对产品的质量和生产效率都有重要影响。冷却时间过短,产品可能未完全固化,导致强度不足;冷却时间过长,又会影响生产效率。此外,冷却方式的选择也需要根据产品的具体情况和模具设计来确定,以确保产品均匀冷却,避免产生内应力或变形。浇注道速度控制:浇注道内的塑料流速过快可能导致产品出现毛边、填充过饱或烧焦等问题;流速过慢则可能出现缩水、断裂等现象。
设备与模具问题:模具损坏:原因:模具设计不合理,使用不当或维护不及时。解决措施:提高模具设计质量,规范模具使用和维护流程。注塑机故障:原因:设备老化、磨损严重或操作不当。解决措施:定期对注塑机进行维护和保养,确保设备处于良好状态;加强操作人员培训以提高操作水平。其他常见问题:颜色不均:原因:塑料原料颜色混合不均,或注塑过程中塑料熔体温度不一致。解决措施:确保塑料原料颜色混合均匀,控制注塑过程中塑料熔体温度的一致性。粘模:原因:模具温度过低或脱模剂使用不当。解决措施:提高模具温度或调整脱模剂的使用量和使用方法。综上所述,塑料注塑加工过程中常见的问题涉及多个方面,需要针对具体问题采取相应的解决措施以提高产品质量和生产效率。模具的选择和保养至关重要,直接影响产品的质量和生产效率。
塑料模具开模加工需要多种设备和工具,以下是一些常见的设备和工具:一、设备:CNC加工中心:用于对模具进行高精度加工,如铣削、钻孔等。电火花机:主要用于模具的电极加工和模具的局部精加工。线切割机:用于模具的精细切割,可以加工出复杂的形状和轮廓。磨床:包括平面磨床、内外圆磨床等,用于模具的磨削加工,提高模具的表面精度。注塑机:用于塑料的注塑成型,验证模具的准确性和可行性。二、工具:测量工具:如卡尺、千分尺、量规等,用于测量模具的尺寸和精度。切割工具:如铣刀、钻头、车刀等,用于模具的切割和加工。打磨工具:如砂轮、砂纸、抛光机等,用于模具的打磨和抛光,提高模具的表面质量。电动螺丝刀:用于快速拆卸模具的螺丝和紧固件,提高开模效率。钳子和扳手:用于拆卸各种尺寸的零件和紧固件,以及矫正、调整和检查模具。钻孔机:用于在模具上进行钻孔和打孔,以满足不同注塑射出物的需要。此外,根据具体的加工需求,可能还需要其他一些辅助设备和工具,如热风枪、烤箱、电钻等。这些设备和工具的选择和使用应根据具体的加工要求和模具的特点进行。注塑加工时,需严格控制温度,避免塑料过热导致变形。上海橡塑塑胶零件塑料模型加工厂家
批量生产时,需定期抽检,确保产品一致性。本地小型塑料加工件
产品尺寸问题:尺寸不稳定:原因:注塑机温度、压力、速度等工艺参数波动较大,模具磨损严重。解决措施:稳定注塑机工艺参数,定期检查和维修模具。尺寸偏差:原因:模具设计或制造精度不足,注塑过程中塑料收缩率控制不当。解决措施:提高模具设计和制造精度,合理设置注塑工艺参数以控制塑料收缩率。产品性能问题:强度不足:原因:塑料原料质量不佳,注塑过程中塑料降解,或模具设计不合理导致产品结构薄弱。解决措施:选用高质量的塑料原料,优化注塑工艺参数,改进模具设计以提高产品结构强度。脆性增加:原因:塑料原料中含有过多的杂质或添加剂,注塑过程中温度过高导致塑料降解。解决措施:对原料进行净化处理,控制注塑温度以避免塑料降解。本地小型塑料加工件
上一篇: 杭州哪里有塑料制品代加工厂家
下一篇: 浙江塑料定制加工厂家