吨桶机械手厂家
PID参数的整定:原则上仪表就有PID自整定功能,如实在控制效果不佳可按如下方法整定:整定比例控制将比例控制作用由小变到大,观察各次响应,直至得到反应快、超调小的响应曲线。整定积分环节若在比例控制下稳态误差不能满足要求,需加入积分控制。先将步骤(1)中选择的比例系数减小为原来的50~80%,再将积分时间置一个较大值,观测响应曲线。然后减小积分时间,加大积分作用,并相应调整比例系数,反复试凑至得到较满意的响应,确定比例和积分的参数。整定微分环节若经过步骤(2),PI控制只能消除稳态误差,而动态过程不能令人满意,则应加入微分控制,构成PID控制。先置微分时间TD=0,逐渐加大TD,同时相应地改变比例系数和积分时间,反复试凑至获得满意的控制效果和PID控制参数。流量特性采用等百分比特性。配合我司自主研发的较新结构的弹簧可调雾化喷嘴。吨桶机械手厂家

积分(I)控制在积分控制中,控制器的输出与输入误差信号的积分成正比关系。对一个自动控制系统,如果在进入稳态后存在稳态误差,则称这个控制系统是有稳态误差的或简称有差系统(SystemwithSteady-stateError)。为了消除稳态误差,在控制器中必须引入“积分项”。积分项对误差取决于时间的积分,随着时间的增加,积分项会增大。这样,即便误差很小,积分项也会随着时间的增加而加大,它推动控制器的输出增大使稳态误差进一步减小,直到等于零。因此,比例+积分(PI)控制器,可以使系统在进入稳态后无稳态误差。超高压减温减压装置代理无论减温水量多少,均能实现雾化减温水,雾化稳定可靠,调节范围大,无卡阻,便于维修。
投标方配合监造的要求,投标方提供设备的设计、制造和检验标准的目录。投标方有配合监造的义务,在监造中及时提供相应的资料和标准,并在投料时提供整套设备的生产计划及每一个月度实际生产进度和月度检验计划。性能验收试验。性能验收试验的目的为了检验合同设备的所有性能是否符合技术规范书的要求。性能验收试验的地点由合同确定,一般为招标方现场。性能试验的时间:机组试验一般在168小时试运行之后半年内进行,具体试验时间由招标方与供方协商确定;单台设备的试验卖买双方协商确定。
设备名称减压装置减压装置型号X622X691进口蒸汽流量(t/h)410出口蒸汽流量(t/h)410安全阀整定压力Ps(MPa)0.50.704安全阀计算排放面积(cm2)16.130.41安全阀实际排放面积(cm2)12.5719.63安全阀实际排放量(t/h)3.126.47进口蒸汽流速W1(m/s)3829出口蒸汽流速W2(m/s)2425减压阀所需出轴推力(KN)6.510蒸汽入口管径(mm)Φ108×6Φ159×7蒸汽出口管径(mm)Φ159×7Φ219×9结构长度(mm)2000±102000±10设备名称减温装置型号04X602减温水比较大耗量Qb(t/h)0.3进口蒸汽流速W1(m/s)35出口蒸汽流速W2(m/s)35调节阀所需出轴推力(KN)5蒸汽入口管径(mm)Φ325×9蒸汽出口管径(mm)Φ325×9结构长度(mm)2000±10性能跟国际接轨,锥形面旋转喷水。

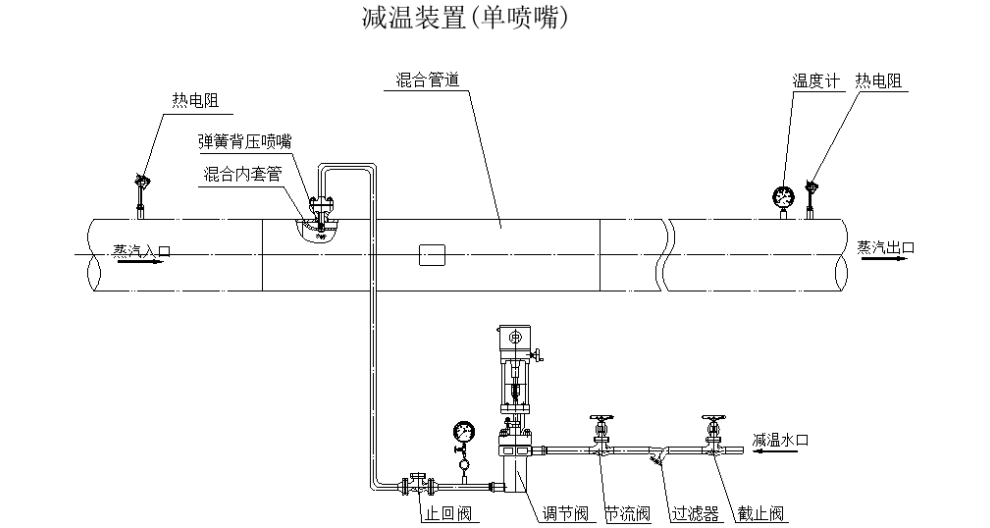
减温减压装置的结构多样,但一般由以下系统组成:减温系统:通过高压差调节阀(或变频水泵等),将冷却水从不同形式的喷嘴处以雾状喷入文氏管或蒸汽管道的蒸汽中,使蒸汽温度降低。减压系统:由减压阀和节流孔板组成,减压阀通过改变流通面积达到调节压力的目的。主汽管体:由混合管和蒸汽管等组成,根据用户提供的参数决定,是减温减压装置的主体设备,目的是将减温减压后的蒸汽送入用户需要的管道上。安全保护系统:为防止出口蒸汽压力超过规定值,主蒸汽管道上设置了安全阀。当蒸汽超压时,安全阀自动打开,排放过量蒸汽,使系统压力回到安全值,然后安全阀可靠关闭,从而确保减温减压装置的安全运行。热力控制系统:是调节蒸汽出口参数的重要设备,通过接收出口温度、压力信号,经过信息处理,指挥执行机构使出口的参数(温度、压力)稳定在用户要求范围内,实现自动调节。本控制系统也可以手控调节。此外,减温减压装置还可能包括节流阀、截止阀、止回阀、减温水管、法兰、标准件等结构组件。将压力超过部分的蒸汽排入大气,从而使二次压力保持在允许的范围内。一体式减温装置生产
温度调节系统采用单座调节阀,阀芯与阀座间采用锥面密封,密封面堆硬质合金,标准配置的泄漏量为V级。吨桶机械手厂家
投标方现场服务人员的职责:现场服务人员的任务主要包括设备催交、货物的开箱检验、设备质量问题的处理、指导安装和调试、参加试运和性能验收试验。在安装和调试前,服务人员向招标方技术交底,讲解和示范将要进行的程序和方法。对重要工序(见下表),投标方技术人员要对施工情况进行确认和签证,否则招标方不能进行下一道工序。经投标方确认和签证的工序如因投标方技术服务人员指导错误而发生问题,投标方负全部责任。投标方提供的安装、调试重要工序表:序号工作名称工作主要内容备注1调试配套执行器调试2吨桶机械手厂家
上一篇: 保温杯冲压机械手价格
下一篇: 铝板机器人操作