厚板三合一卷料数控送料机生产
减压减温装置接口管道材料及规格如下:序号名称设计压力(MPa)设计温度(℃)管道材料选用尺寸1减温减压器蒸汽进口3.105334.520GΦ219×6.52减温减压器蒸汽出口1.029020Φ377×9。就地显示仪表应是经鉴定合格的产品,不得选用国家公布的淘汰产品。就地显示仪表应能满足电厂使用环境要求。压力表精度等级为1.5级。压力表显示盘有欠压区、工作区、报警区显示区分,欠压区为黄色、正常工作区位为绿色,报警区为红色,以满足目视化管理的需要,目视化要求是三色环(黄、绿、红)。提供保护、控制原理及运行监测、控制和性能试验所需的测量元件的安装接口。厚板三合一卷料数控送料机生产
积分(I)控制在积分控制中,控制器的输出与输入误差信号的积分成正比关系。对一个自动控制系统,如果在进入稳态后存在稳态误差,则称这个控制系统是有稳态误差的或简称有差系统(SystemwithSteady-stateError)。为了消除稳态误差,在控制器中必须引入“积分项”。积分项对误差取决于时间的积分,随着时间的增加,积分项会增大。这样,即便误差很小,积分项也会随着时间的增加而加大,它推动控制器的输出增大使稳态误差进一步减小,直到等于零。因此,比例+积分(PI)控制器,可以使系统在进入稳态后无稳态误差。浙江石油石化减温装置流量特性采用等百分比特性。配合我司自主研发的较新结构的弹簧可调雾化喷嘴。
电机接线图(以下为3810系列接线图,电装品牌不同时,按相应的品牌)PID的控制原理:在本装置中,应用比较为广的PID调节器,控制规律为比例、积分、微分控制,简称PID控制,又称PID调节。PID调节以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。实际中也有PI和PD控制。PID控制器就是根据系统的误差,利用比例、积分、微分计算出控制量进行控制的。1.比例(P)控制比例控制是一种比较简单的控制方式。其控制器的输出与输入误差信号成比例关系。当有比例控制时系统输出存在稳态误差(Steady-stateerror)。
现场技术服务:投标方现场服务人员的目的是使所供设备安全、正常投运。投标方委派合格的现场服务人员。在投标阶段提供包括服务人月数的现场服务计划表。如果此人月数不能满足工程需要,投标方将追加人月数,且不要求招标方给予任何补偿。现场服务计划表序号技术服务内容计划人天数派出人员构成备注职称人数1安装维修2工程师1投标方现场服务人员具有下列资质:遵守法纪,遵守现场的各项规章和制度;有较强的责任感和事业心,按时到位;了解合同设备的设计,熟悉其结构,有相同或相近机组的现场工作经验,能够正确地进行现场指导;身体健康,适应现场工作的条件。投标方向招标方提供服务人员情况表。招标方可以要求更换不合格的现场服务人员。增强了装置的安全性,延长了装置的使用寿命,同时降低了装置的噪音。
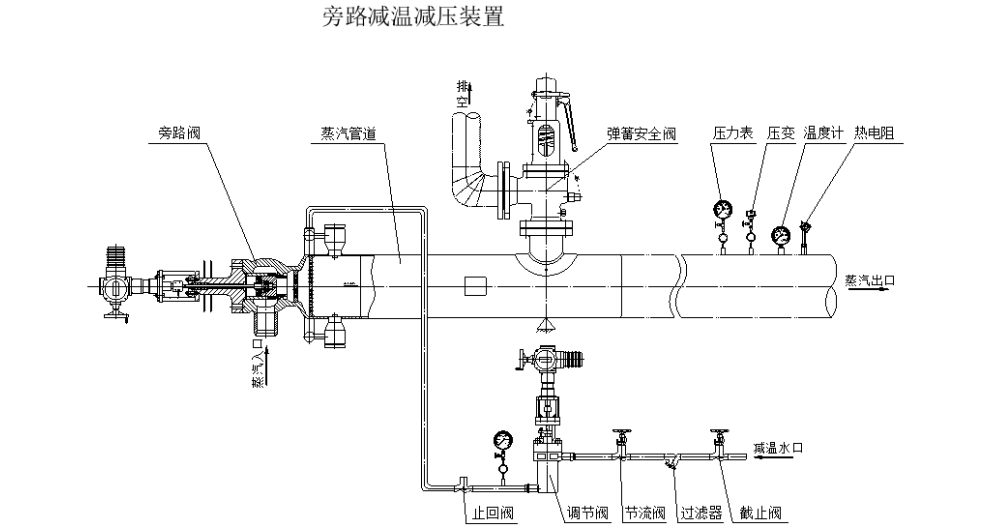
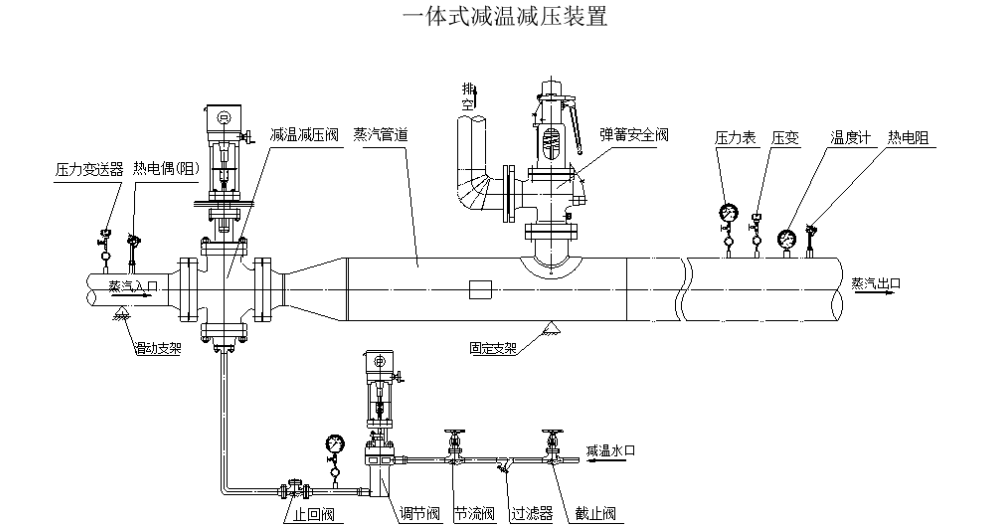
1、减压系统:蒸汽的减压是由减压阀(或减温减压阀)来实现的。减压阀与电动/气动执行器相连,当管道内的蒸汽压力变化时,电动/气动执行器启动,带动减压阀瓣上下升降,调节减压比的大小,使管道内的蒸汽压力保持在规定的范围内。2、减温系统:减温减压器为分体式时,减温系统由电动/气动调节阀、喷嘴、混合管道、节流装置、节流阀等组成。减温水经电动/气动减温水调节阀后,喷入混合管道,经喷嘴喷孔喷入文丘里管内,使水、汽高速混合来实现蒸汽的减温;减温减压器是一体式时,减温系统由电动/气动减温水调节阀和设在减温减压阀阀瓣上的喷嘴等组成,减温是在减温减压阀内腔里进行的。温度调节系统采用单座调节阀,阀芯与阀座间采用锥面密封,密封面堆硬质合金,标准配置的泄漏量为V级。化工减温器
减压减温器/减温器、减压器上的所有接管的长度为200毫米。厚板三合一卷料数控送料机生产
设备名称减压装置减压装置型号X622X691进口蒸汽流量(t/h)410出口蒸汽流量(t/h)410安全阀整定压力Ps(MPa)0.50.704安全阀计算排放面积(cm2)16.130.41安全阀实际排放面积(cm2)12.5719.63安全阀实际排放量(t/h)3.126.47进口蒸汽流速W1(m/s)3829出口蒸汽流速W2(m/s)2425减压阀所需出轴推力(KN)6.510蒸汽入口管径(mm)Φ108×6Φ159×7蒸汽出口管径(mm)Φ159×7Φ219×9结构长度(mm)2000±102000±10设备名称减温装置型号04X602减温水比较大耗量Qb(t/h)0.3进口蒸汽流速W1(m/s)35出口蒸汽流速W2(m/s)35调节阀所需出轴推力(KN)5蒸汽入口管径(mm)Φ325×9蒸汽出口管径(mm)Φ325×9结构长度(mm)2000±10厚板三合一卷料数控送料机生产
上一篇: 河北减温器批发
下一篇: 山东三合一卷料数控送料机结构图